Laser Brazing Roof

Lexus Is Laser Brazing Technique Youtube

Automotive Manufacturers Increase Efficiency And Cut Costs With Robotic Braze Removal

Audi Q3 Laser Brazing Laserline Korea Youtube

A Joints Cross Section View Of The Laser Brazed Welds Of Roof Body Download Scientific Diagram

Future Development Trend Of Automobile Industry Technology Information News Wuhan Hglaser Engineering Co Ltd

Scansonic Alo3 Laserloten Laser Brazing Youtube

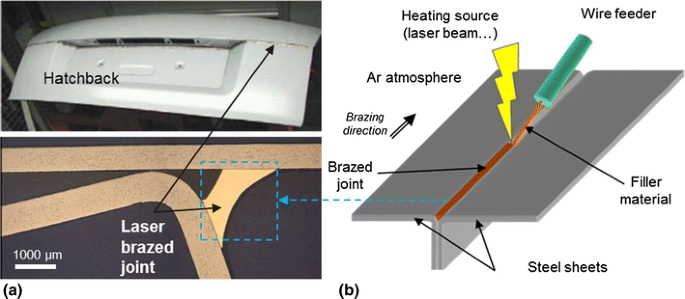
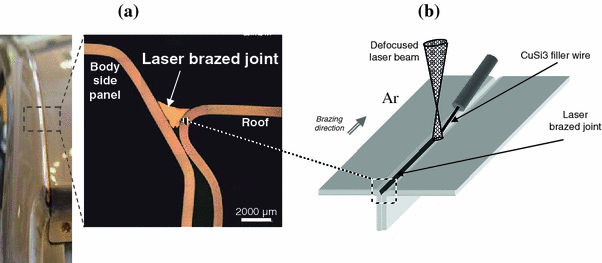
This is often the case in areas such as tailgates roof joints and c columns.
Laser brazing roof.

Metal Magic On The New Lexus Is Lexus

Henkel Vehicle Repair And Maintenance How To Do Repairs

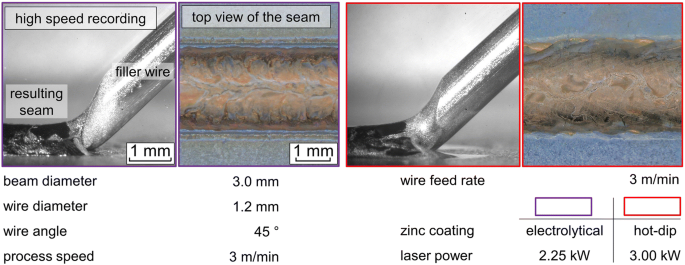
Seam S Pretty Good Welding Productivity

All New 2020 Honda Accord Is Made Using Laser Brazing Tools Stronger Body Smoother Joints Wapcar
Lighter Stronger And Safer How Laser Brazing Is Optimizing Lightweight Vehicle Fabrication Engineering360
Https Www Voestalpine Com Welding Content Download 3442 57334 File Brazing Solutions For Car Body Production 28en 29 Pdf
Wetting And Interfacial Reactivity Of Zn Coated Steel Products With Cu Si Cu Sn And Al Si Filler Metals For Laser Brazing Application Springerlink

Production Of All New Acura Tlx Sport Sedan Begins In Ohio
Seam Tracking For Laser Welding And Brazing

Schematic Geometry Of Laser Brazing A Before Laser Brazing With Fi Download Scientific Diagram
Wetting And Laser Brazing Of Zn Coated Steel Products By Cu Si Filler Metal Springerlink

Laser Welded Core Drill Bit With Roof Type Segments For More Information Please Visit Www Corediamtools Com Laser Welding Roof Types Drill

Body In White Diode Laser Brazing Industrial Laser Solutions

A Schematic Description Of The Experimental Layout Used For Laser Download Scientific Diagram

Influence Of Wire Feed Rate On Mechanical And Microstructure Characteristics Of Aluminum To Galvanized Steel Laser Brazed Joint Sciencedirect
Investigations On The Occurrence Of Different Wetting Regimes In Laser Brazing Of Zinc Coated Steel Sheets Springerlink

Interface Characterization And Mechanical Properties Of Dual Beam Laser Welding Brazing Al Steel Dissimilar Metals Sciencedirect

Everything You Need To Know About Therm X S Furnace Brazing And Metal Joining Capabilities Therm X California Official Blog Of Therm X California

Https Lia Scitation Org Doi Pdf 10 2351 1 5096116 Download True

Aluminum Repair Kits Repair Aluminum By Welding With A Propane Torch Alumiweld Cool Welding Projects Welding Aluminum Welding Projects

50 Off Solution Welding Flux Cored Rods Video In 2020 Welding Rods Welding Flux Aluminum Welding Rods

Cnc Folding Up To 3m Long Steel Sheet Metal Galvanized Steel Sheet Cnc Press Brake

Quick And Easy Brazing Aluminum Copper And Nonferrous Metals Welding Projects Metal Welding Brazing

Microwave Atmosphere Sintering Furnace Working Principle Furnace Best Vacuum Heating Furnace

Fiber Laser Engraving Rotary System For Round Materials 20w 30w 50w 100w Fiber Laser Marking Machine Fi Laser Marking Laser Engraving Machine Laser Engraving
3d Welding Table If You Are Interested Pls Send Us An Email Susan Chen Enjoy Sound Com Welding Table Welding And Fabrication Welding Tables

Cnc Punching Sheet Metal Facilities In Our New Factory In Fareham Hampshire Serving The Whole Of The Uk

This Is A Work Of Art Welding Projects Welding Shop Welding Art

Pin On Business Scope Of Chn Top

Pin On Tools

Pin By Angela Chen On Autotig Automatic Wire Feeder Laser Welding Plasma Welding Brazing

Weldporn With Images Tig Welding Metal Working Beautiful Beads

Pin By Krish Jkv On Procurement Bytes Metal Working Riveting Tools Welding Machine

Pin On Air Filter

Autokulmik Waeco Cf 40 Hind Ja Info Portable Refrigerator Diy Camper Refrigerator Freezer

Ad Ebay Spx Flow Technology Apv 0034df M 10 Plate Heat Exchanger In 2020 Heat Exchanger Heating Systems Technology

Rotary Laser Engraving Working For Round Materials Laser Engraving Engraving Dremel

Diatool 1pc 125mmx15mm Vacuum Brazed Diamond Grinding Wheel Beveling Wheel Vacuum Brazed Diamond Grinding Wheel Flat Brazing Vacuums Cool Things To Buy

Using The Bridgeport Mill To Machine Parts For A Custom Fence Video With Videos Metal Fabrication Bridgeport Mill Machine

Portable Induction Post Weld Preheating System

How To Weld Aluminum Without A Welder Welding Table Welding Aluminum Welding Projects

403 Forbidden Welding Table Tig Welding Table

Welding Remote Custom Made Includes Miller 14 Pin And Lincoln 6 Pin Adapters Unbrandedgeneric Equipment For Sale Welding Equipment Welding
Source : pinterest.com
